High-reliability hardware optimized for Kenya's growing telecom and broadcasting sectors



East Africa, spearheaded by Kenya, is undergoing a seismic digital transformation. Widely referred to as the "Silicon Savannah," Kenya has transitioned from a mobile-money pioneer to a powerhouse of digital media consumption, cloud integration, and IoT deployments. The market demand for high-end audio and video (AV) setups, digital broadcasting infrastructure, and the high-performance hardware that powers these systems is escalating at an unprecedented rate. From modern conference systems in Nairobi’s financial district to the digital set-top boxes (STBs) serving rural households, reliable PCB assemblies and memory components form the backbone of this massive transition.
According to industry reports, Kenya's entertainment and media industry has experienced rapid expansion, driven by rising internet penetration, a young demographic, and the liberalization of the broadcasting sector. As digital television broadcasting (DVB-T2) becomes standard across the country, local system integrators face the urgent need to secure high-quality hardware components. Whether it is a reliable audio decoder circuit assembly or stable server components to process and stream high-definition video data, local operations require robust manufacturing partners who can scale production while ensuring strict standards of quality.
"Sourcing hardware for the East African market is no longer just about lowest-unit pricing; it is about thermal efficiency, long-term compatibility, and reliable R&D. With ambient temperatures and unique local power grid dynamics, systems require industrial-grade PCBs and memory structures designed to endure."
Historically, Kenyan telecom agencies, digital marketing networks, and consumer electronics distributors have struggled with hardware procurement. Setting up local Surface Mount Technology (SMT) or printed circuit board assembly (PCBA) factories in Mombasa or Nairobi involves prohibitive capital expenses, lack of raw semiconductor components, and a shortage of specialized hardware R&D expertise. Consequently, partnering with leading external suppliers becomes the only viable path to scale.
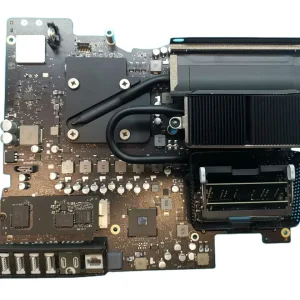
However, global sourcing presents its own set of friction points: compatibility issues, fluctuating batch qualities, and inadequate thermal management systems. For instance, server rooms in tropical environments require high-efficiency cooling—ranging from copper heatsinks to integrated liquid systems—to prevent thermal throttling. Standard consumer-grade PC components fail under continuous high-load operations. That is where CoreByte Storage Technology Co., Ltd. steps in, bridging the gap between state-of-the-art Chinese manufacturing and Kenyan system integration.
| Sourcing Pain Points in Kenya | How CoreByte Solutions Solve Them |
|---|---|
| High Failure Rates due to Thermal Stress | AOI and High-Temperature Aging Tests to guarantee module stability |
| Lack of Local Hardware Customization | ODM Motherboard Development & PCB Optimization with 85 R&D engineers |
| Supply Chain Disruptions & Inventory Lag | Global shipping network backed by over 1,200 raw material partners |
| Broadcasting Compatibility Issues | Custom FR4 audio decoder assemblies built specifically for regional DVB standards |
As a premier developer of high-speed DRAM and specialized PCB assemblies, CoreByte Storage Technology Co., Ltd. leverages its strong manufacturing foundations to deliver enterprise-grade components. The company operates a state-of-the-art, specialized facility of approximately 320 square meters designed specifically for ultra-precise SMT processing, prototype verification, and advanced optical testing. With 6 years of export experience and 9 years of industry expertise, CoreByte has generated an annual export revenue of USD 12 million, bringing highly specialized computing modules to Africa, Europe, and the Middle East.



For Kenyan system integrators focusing on audio-visual networks, this synergy translates into access to custom-tailored circuit assemblies and ultra-stable memory options. For example, Set-Top Box (STB) manufacturers in Nairobi rely on PCBA assemblies that can withstand prolonged operation, heat cycles, and fluctuating power voltages. CoreByte's 45 dedicated inspectors employ automated optical inspection (AOI) alongside rigorous high-temperature aging tests, filtering out structural micro-flaws before the products are dispatched across the ocean.
The modern AV ecosystem in Kenya spans multiple critical application environments. CoreByte's specialized products are engineered to support these diverse sectors:
Talk directly with CoreByte's engineering team to customize SMT designs, memory frequencies, or thermal components.
Send Inquiry NowThe future of the AV sector in Kenya is increasingly tied to artificial intelligence (AI) and edge computing. With smart cities like Konza Technopolis taking shape, simple audio decoding is transforming into real-time voice recognition, AI video surveillance, and automated digital signage. These complex processes place significant pressure on hardware. System boards must support fast DDR5 DRAM solutions to prevent local processing bottlenecks. Additionally, advanced CPU/GPU installations must be backed by heavy-duty heatsinks (such as BGA server coolers and copper fin assemblies) to handle increased heat outputs. By choosing components built with industrial margin headroom, Kenyan operators ensure their systems are future-proofed for the upcoming decade of tech advancement.


Explore our complete range of high-performance components, memory modules, and thermal systems









Optimize your digital systems with components engineered for high durability, advanced thermal protection, and robust efficiency.
Send Inquiry Now