High-reliability hardware engineering tailored for localized systems integration


India's electronics market is undergoing a rapid, structural transformation. Driven by the Government of India’s aggressive policies like the **Production Linked Incentive (PLI)** scheme for large-scale electronics manufacturing and the **Modified Electronics Manufacturing Clusters (EMC 2.0)** program, the nation is positioning itself as a global hub for Electronics System Design and Manufacturing (ESDM). As India moves toward greater self-reliance, the demand for high-reliability **Printed Circuit Board Assemblies (PCBAs)** and multi-layered motherboard architectures has skyrocketed across multiple sectors, including consumer electronics, automotive, telecommunications, and industrial automation.
However, establishing domestic SMT (Surface Mount Technology) and assembly capabilities requires robust upstream support. Indian system integrators, OEMs, and local enterprises rely significantly on experienced global PCBA exporters who can deliver consistent quality, competitive pricing, and technical modifications designed specifically for local deployment conditions. As a leading specialized manufacturer, we bridge this technical gap, ensuring a seamless flow of sophisticated mainboard designs and customized memory configurations to support India's digital transformation.
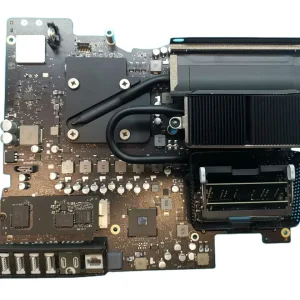
With massive investments from multinational clouds and domestic telecoms in Bangalore, Mumbai, Chennai, and Noida, the demand for enterprise-grade DDR5 memory modules and server motherboards is growing exponentially.
Heavy manufacturing, infrastructure projects, and metal fabrication yards throughout India's industrial corridors demand robust power inverter boards, driver units, and heavy-duty controller circuits capable of enduring harsh electrical grids.
The rapid expansion of electric vehicle (EV) charging infrastructure and solar smart grids necessitates specialized power distribution and control boards optimized for high heat and voltage stability.
Established in **2016**, CoreByte Storage Technology Co., Ltd. has spent nearly a decade developing robust R&D, production, and international trade workflows. Operating from our advanced facility which boasts over **320㎡** of specialized precision R&D and cleanroom testing space, we focus on engineering high-reliability motherboard designs and high-speed memory modules. Our global export operations exceed **USD 12 million** annually, backed by over **9 years of deep industry experience**.
To support high-reliability standards in industrial and server computing, our engineering facility includes 45 dedicated inspectors running rigorous AOI (Automated Optical Inspection) and long-cycle high-temperature aging tests, ensuring that every batch sent to India is 100% compliant with local and international standards.
Whether your enterprise requires standard desktop computer mainboards (such as the H610, H81M, and H510 architectures) or specialized dual-channel server architectures, we optimize the copper layers, thermal composite components, and power management ICs to operate flawlessly under the unique climate and power circumstances found in South Asia.
High-integrity multi-layer PCBA designs for data-centers and smart industry hubs



Designing and exporting electronics to India requires an understanding of localized environmental stress factors. Unlike European or North American climates, India poses specific operational challenges that hardware engineers must counter during the early PCB layout phase:
To resolve these challenges, our team of **85 dedicated R&D engineers** optimizes every board configuration. Our standard motherboard designs employ thick copper traces, and our memory modules undergo meticulous signal integrity testing to guarantee high-performance computing in demanding environments. This specialized approach ensures that systems integrators in Bangalore, Chennai, and Hyderabad experience minimal return rates and high customer satisfaction scores.
While India's domestic assembly plants are expanding, importing specialized boards and critical sub-assemblies from established hubs like Shenzhen offers significant economic and quality advantages:
Highly compatible configurations optimized for office automation and industrial control panels in India







Navigating trade routes and customs regulatory procedures is critical to keeping assembly lines and distribution networks running smoothly. When importing printed circuit assemblies and computer hardware from CoreByte's Chinese factories, several essential regulatory structures must be proactively managed:
Beyond individual motherboard components, CoreByte acts as a strategic technical contributor to macro-level infrastructure projects across India. Our engineering solutions support smart cities by offering:
High-Speed Memory Upgrades (DDR4 & DDR5): Modern smart grids require massive, real-time data ingestion at the edge. Our high-density server RAM kits are engineered to run continuous write cycles without parity errors, optimizing the performance of municipal control centers.
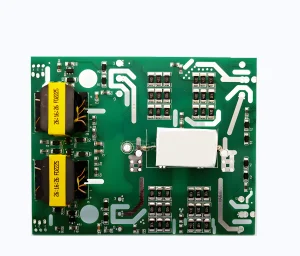
Ruggedized Power Electronics PCBA: The welding and industrial machinery sector in Gujarat and Tamil Nadu requires robust driver configurations. Our ZX7 series driver and IGBT boards are manufactured on reinforced double-sided PCBs, featuring high-temperature resistant solder masks and thick copper plating to prevent thermal delamination under heavy usage cycles.
A visual journey into our high-precision R&D cleanroom and quality inspection zones





Essential insights for Indian procurement managers and technical engineers importing PCBAs