In the rapidly expanding ecosystem of the Internet of Things (IoT), Bluetooth modules serve as the essential gateway for wireless connectivity. As industries transition towards smarter, more connected infrastructure, the demand for high-reliability, low-latency, and energy-efficient RF modules has experienced exponential growth.
Today, the global market for Bluetooth Low Energy (BLE) and classic Bluetooth modules is driven by massive advancements in smart home automation, automotive telematics, medical diagnostics, industrial edge computing, and asset tracking. Selecting a qualified OEM/ODM partner is no longer just a purchasing decision—it is a critical architectural requirement. A specialized manufacturer ensures that issues regarding RF interference, power profiles, and multi-protocol coexistence are addressed at the fundamental hardware design phase.
Historically, wireless designs required discrete microcontrollers and transceiver chips, involving complex layout designs and challenging FCC/CE certification processes. With the advent of integrated System-on-Chip (SoC) Bluetooth modules, manufacturers offer pre-certified, drop-in solutions that substantially decrease time-to-market. Industrial consumers are focusing on BLE 5.3 and BLE 5.4 standards, which introduce enhanced features like Periodic Advertising ADI, Channel Classification, and encrypted Connectionless Broadcasts, enabling robust communication even in noisy RF environments.
When procurement managers and system architects evaluate Bluetooth module suppliers, they must navigate several operational risks: RF certification liabilities, SMT yield rates, firmware reliability, and long-term chip supply lifecycle guarantees. Our B2B sourcing model is designed to address these concerns directly, offering full transparency from silicon wafers to final packaging.
Industrial-grade modules demand rigorous testing. Unlike consumer wearables, modules destined for smart grid monitoring, solar inverter monitoring (such as our PCBA customization services), and automated factory floors must withstand extreme temperature ranges (-40°C to +85°C), high electromagnetic interference (EMI), and continuous operation.
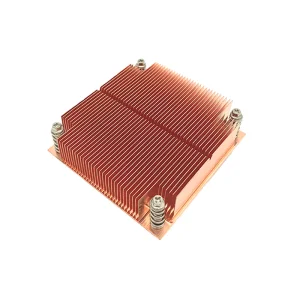
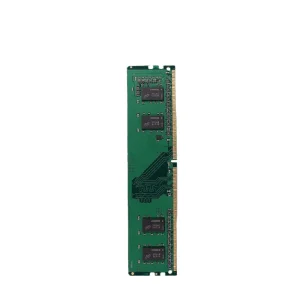
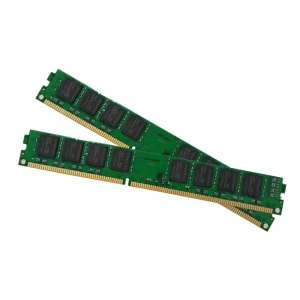
This design philosophy allows us to leverage our established expertise in high-frequency, multi-layer PCB designs (demonstrated by our DDR5 and DDR4 memory modules, server heat sinks, and computer motherboards) to develop highly reliable wireless hardware. By deploying high-speed SMT lines and high-quality material sourcing, we build connectivity modules that meet the highest international standards.
Established in 2016, CoreByte Storage Technology Co., Ltd. has grown from a specialized DRAM and DDR5 memory designer into a multi-faceted high-performance computer hardware and SMT PCBA manufacturer. Our operations integrate wireless RF research with automated manufacturing to deliver turnkey OEM/ODM solutions.
Backed by 85 R&D engineers, we release over 120 new products annually. Our team optimizes PCB track routing for complex RF antennas, eliminating cross-talk and enhancing signal integrity.
45 dedicated inspectors oversee our ISO9001-based quality management systems. Every module undergoes automated optical inspection (AOI) and high-temperature aging tests before packaging.
Operating with over 1,200 supply chain partners, we ensure consistent semiconductor materials and passive components availability, maintaining stable pricing and production times.
Our manufacturing facilities, featuring specialized high-precision cleanrooms, are equipped with imported high-speed Yamaha SMT placement machines and multi-zone reflow ovens. This enables us to achieve placement tolerances within ±0.03mm, which is essential for ultra-compact Bluetooth RF modules and miniature circuit boards. By utilizing advanced thermal management models from our CPU cooler and server heatsink engineering experience, we ensure that our high-power IoT boards have superior thermal dissipation characteristics, extending the product's lifespan in warm environments.
In terms of global trade, our annual export revenue reaches approximately USD 12 million. We export to key markets including North America, Europe, Southeast Asia, and the Middle East. With six years of direct export experience, we handle international customs regulations, shipping logistics, and compliance testing, ensuring zero-friction delivery to our system integrator customers.
The industrial ecosystem of China offers unparalleled speed, efficiency, and depth of integration for high-volume hardware production.
China's manufacturing clusters assemble designers, silicon distributors, PCB fabricators, testing labs, and logistics hubs in close physical proximity. This reduces development cycles: prototype turns that take weeks in other parts of the world can be completed in just days. By combining this speed with our strict ISO9001 quality systems, CoreByte provides Western system integrators with both rapid prototype iteration and stable mass-production consistency.
The Bluetooth industry is also shifting toward ultra-low power platforms and multi-protocol chips. Newer modules often support Bluetooth Mesh, Thread, and Zigbee concurrently, allowing a single hardware platform to adapt to changing smart infrastructure demands. Furthermore, with the introduction of LE Audio and Bluetooth 6.0's decimeter-level ranging capabilities, hardware developers must implement precise PCB antenna matching to capture these benefits. Our R&D division focuses on optimizing RF front-end modules, matching network impedances, and building customized embedded antennas to ensure robust signal transmission.
For system designers, integration represents the greatest technical hurdle. Modules must sit compactly within complex enclosures alongside cooling solutions like server heat sinks or DDR memory slots, avoiding thermal pockets or metal enclosures that could attenuate the RF signal.
Our mechanical engineers work closely with RF layout specialists to optimize the layout of the motherboard, ensuring proper keep-out zones for PCB trace antennas, matching ceramic baluns, and ensuring thermal paths do not impact RF frequency stability.
Direct technical answers for B2B buyers, procurement managers, and system integration engineers.
CoreByte maintains high standards across our production lines. Our manufacturing resources support dense SMT component placements, extensive thermal profile testing, and high-frequency RF checks. Check out our facility gallery below: