EEAT Technical Insights: Modern industrial architectures are transitioning rapidly toward autonomous edge nodes. By capturing ambient energy—kinetic vibrations, ambient thermal differentials, RF radiation, and micro-photovoltaics—energy harvesting devices enable battery-free or battery-augmented deployments. The hardware stack supporting these micro-energy systems requires exceptional engineering standards: ultra-low leakage PCBs, highly efficient power distribution networks, and extremely reliable cache memory structures to ensure zero-loss data logging during sudden power drops.
The roadmap for industrial Energy Harvesting Devices (EHDs) targets nano-watt and pico-watt static operations. Modern micro-power management ICs (PMICs) integrate Maximum Power Point Tracking (MPPT) algorithms directly into hardware circuits to extract the maximum available ambient energy. In tandem, high-frequency, mixed-dielectric PCBs minimize insertion loss and antenna leakage. The integration of wide-bandgap (GaN and SiC) devices at the power management layer will dramatically increase efficiency margins, setting the stage for fully self-powered wireless systems across the next decade.
Energy harvesting is no longer restricted to laboratory environments. Smart grids, aerospace structural monitoring, and deep underground extraction systems require reliable hardware solutions to process and transmit sensor data over decades without manual intervention. Implementing these solutions demands robust thermal distribution interfaces (including high-power passive aluminum radiators) and high-density, error-correcting storage solutions (like ECC DDR4/DDR5 systems) that remain structurally intact under volatile ambient temperatures and mechanical stresses.
International deployments require adherence to strict engineering rules. Systems must comply with CE, FCC, RoHS, and WEEE directives, particularly regarding low-voltage performance and hazardous material limitations. As a top-tier Chinese manufacturing partner, CoreByte maintains trace-level component audits, utilizes eco-friendly halogen-free high-frequency laminates, and integrates rigorous Quality Assurance testing routines to support smooth deployment into North American, European, and Middle Eastern target markets.
In the high-stakes sector of industrial electronics and edge computing infrastructure, supply chain vulnerability represents a primary risk. CoreByte Storage Technology Co., Ltd. resolves this vulnerability through systemic vertical integration. Established in 2016, CoreByte has scaled its operational capabilities, transitioning from high-density memory modules into a comprehensive provider of structural electronics, high-speed RAM, and specialized thermal systems crucial to energy-harvesting control boards.
Operating out of a modern facility engineered with advanced Cleanroom environments, CoreByte implements ISO9001-based quality management systems across all production phases. Advanced automated testing—including Automated Optical Inspection (AOI) and high-temperature burn-in/aging chambers—guarantees that every PCB assembly, memory module, and passive thermal unit maintains zero-defect status upon shipping. Backed by 45 specialized quality inspectors, CoreByte delivers enterprise-grade reliability to OEM system integrators, server manufacturers, and industrial automation firms globally, yielding over USD 12 million in annual international export volume.
To understand the synergy between CoreByte's components (such as DDR4/DDR5 memories, High-Frequency PCBs, and high-performance server thermal sinks) and Energy Harvesting Devices, we must analyze the hardware anatomy of an edge deployment:
Energy harvesting antennas, particularly RF and electromagnetic harvesters, demand extremely low dielectric loss tangent (Df) and high dielectric stability (Dk) over variable frequencies. By integrating Rogers 4000 or Taconic TLY-5 high-frequency materials with mixed-pressure multi-layer layouts, we minimize transmission signal attenuation. Simultaneously, aluminum-core substrates (like T6 5050/3535 options) deliver the high thermal dissipation needed for thermoelectric devices operating near hot thermal sinks.
Edge systems powered by harvested energy wake up in milliseconds, perform sensor sampling, execute encryption algorithms, and write data blocks to storage. Standard memory cycles consume too much current, causing voltage brownouts. High-performance, low-power DDR4 and DDR5 modules with integrated Error-Correcting Code (ECC) allow processing systems to perform high-speed calculations, minimize active cycle times, and preserve battery life.
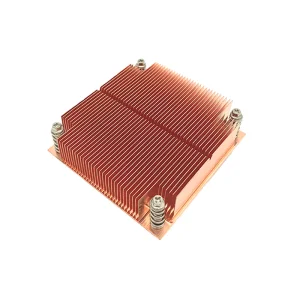
Thermoelectric generators (TEGs) require a persistent temperature difference across their junctions to generate electrical current. CoreByte's precision-engineered passive aluminum radiators and high-wattage server heat sinks (e.g., LGA4677, LGA4926, LGA4189 series) serve as highly effective cold-side thermal sinks, maximizing voltage generation from waste heat in industrial plants, server farms, and heavy equipment systems.
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
CoreByte continues to strengthen its position as a trusted global DDR5 memory supplier, committed to delivering reliable, high-speed, and cost-effective memory solutions to customers worldwide.