Engineered components designed for peak performance within automation control networks, industrial computing frameworks, and high-frequency communication rigs.
The manufacturing paradigms of the 21st century have shifted decisively toward autonomous operations, cyber-physical architectures, and real-time processing hubs. Within this transformation, industrial automation controllers serve as the operational nerve centers of automated assembly lines, precision instrumentation arrays, and distributed control loops. For global procurement officers, engineering consultants, and Original Equipment Manufacturers (OEMs), securing a robust pipeline of high-performance micro-computing architectures is not merely a supply chain logistics preference—it is a critical pillar of technological survival.
As smart factories transition from legacy programmable logic controllers (PLCs) to advanced Industrial PCs (IPCs) and Edge AI nodes, the underlying requirements for computational memory and processing resilience have grown exponentially. Today's procurement dynamics demand systems that exhibit ultra-high Mean Time Between Failures (MTBF), resistance to extreme thermal and physical stress, and unwavering signal integrity under intense electromagnetic fields. Standard commercial-grade computer hardware falls far short of these industrial mandates, leading global enterprises to source components from specialized Chinese manufacturers capable of fusing advanced consumer computing architectures with ruggedized industrial specifications.
Utilizing high-speed Error-Correcting Code (ECC DRAM) modules is mandatory to prevent computational soft-errors and system latch-ups in safety-critical automated operations.
Custom form-factor motherboards (such as H311M and B760M layouts) optimized for vibration resistance, power surge suppression, and low-latency PCI Express signal paths.
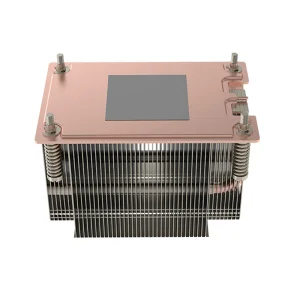
Integrating state-of-the-art Vapor Chamber (VC) structures and multi-heat-pipe coolers to sustain peak processing workloads 24/7 without thermal throttling.
Modern industrial architectures must solve complex systemic problems ranging from deterministic processing schedules on the shop floor to secure cloud analytics transmissions. Achieving this level of reliability requires a highly integrated hardware stack. CoreByte's components fit cleanly into these systems, serving as the foundational compute engine inside ruggedized automation enclosures.
Consider the architecture of a high-speed packaging facility or a robotic assembly yard. The primary controller must constantly process inputs from thousands of sensors, compute motion coordinates, and output control voltages to servomotors within sub-millisecond intervals. If the controller’s memory module experiences a single-bit flip due to electric noise or dynamic interference, the entire process could halt, resulting in thousands of dollars of unscheduled downtime. By leveraging high-density RAM DDR4/DDR5 ECC modules and high-speed multi-layer PCB circuits, system design engineers establish a layer of error prevention at the absolute hardware level.
Furthermore, in environments like power generation stations or metallurgical refining plants, ambient operating temperatures regularly surge. This is where advanced cooling paradigms, such as our 200W passive VC3 air-cooled server heatsinks, become invaluable. They prevent thermal runaway inside sealed IP67 automation cabinets, ensuring that processing chipsets remain within nominal operational boundaries even when external conditions are harsh. The synthesis of robust motherboards, premium thermal elements, and high-frequency circuit boards creates a stable base upon which complex supervisory control and data acquisition (SCADA) platforms can execute without performance drops.
The speed of technological evolution in automation controllers requires developers and plant managers to design systems with next-generation scalability in mind. As we transition from industry 4.0 to cognitive manufacturing models, the integration of real-time AI modeling at the edge is becoming standard. This transition demands high-bandwidth data pathways and high-density memory pools that only DDR5 and next-generation PCIe standards can deliver.
The technical roadmap below illustrates the developmental trajectory of industrial processing systems, highlighting the critical hardware advancements that enable these capabilities:
To support this transition, researchers and manufacturing engineers are focusing on reducing signal degradation over long PCB routes. High-frequency boards (such as the Taconic TLY-5) feature ultra-low dielectric constants and loss tangents, making them excellent choices for routing high-speed memory interfaces and PCIe Gen 4/5 expansion cards in advanced automation systems. Concurrently, aluminum substrates provide the structural strength and thermal dissipation properties needed to handle high-power semiconductor assemblies, including LED driver arrays and integrated motor power modules.
As a leading name in high-performance computer hardware production, CoreByte Storage Technology Co., Ltd. stands at the intersection of memory innovation and industrial reliability. Established in 2016, the company has leveraged over 9 years of industry experience in memory and semiconductor-related solutions, alongside 6 years of export experience, to build a reliable supply chain network that serves clients across the globe.
CoreByte operates a modern manufacturing facility with a total building area of approximately 320㎡, optimized specifically for precise testing, diagnostic evaluation, and product customisation. With an annual export revenue of around USD 12 million, the company’s presence stretches to key global regions, including North America, Europe, Southeast Asia, and the Middle East. Supported by more than 1,200 supply chain partners, CoreByte maintains a dependable flow of high-quality raw materials and semiconductor packages, securing fast delivery times and manufacturing continuity for our clients.





Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards. Our client base includes OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers who rely on our customized solutions.
With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization. Backed by 85 R&D engineers and releasing approximately 120 new product models annually, CoreByte remains a trusted partner for enterprises looking to scale their automation, AI computing, and cloud infrastructure.
Operating in the high-stakes world of industrial automation means complying with strict global standards. Industrial computers and automated process systems must satisfy various trade, safety, and electromagnetic compatibility requirements before deployment. CoreByte supports its global client base by providing documentation and hardware designs that align with international certifications, including CE, FCC, RoHS, and UL guidelines.
Moreover, local support represents a key differentiator in maintaining system uptime. While many standard suppliers focus solely on transactional shipments, CoreByte provides comprehensive post-sale engineering support. From helping troubleshoot signal integrity challenges on custom motherboards to optimizing memory timing profiles on legacy industrial platforms, our dedicated engineering division works closely with local integration partners to resolve challenges quickly.
Our global logistics network is structured to keep downtime to a minimum. Through agreements with leading global carriers and regional warehouses, we coordinate rapid shipping of replacement components and prototype boards. This allows our customers to maintain active assembly lines and complete system deployments without costly delays.
Expert technical insights regarding industrial computing components, RAM selection, thermal characteristics, and custom OEM manufacturing.
Explore our collection of high-speed server memory modules, active and passive heatsinks, and dual-channel computing motherboards.