The modern computational landscape is undergoing a massive transformation. The rapid emergence of Artificial Intelligence (AI), hyperscale cloud systems, and edge data architectures has placed unprecedented cooling demands on physical server hardware. As central processing units (CPUs) and graphics processors (GPUs) scale past 350W TDP (Thermal Design Power), heat dissipation is no longer a peripheral layout choice—it has become the primary bottleneck of structural system performance and reliable semiconductor operation.
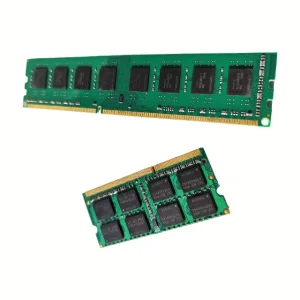
Thermal management spans across several critical domains, including specialized Phase-Change Materials (PCMs), direct-contact heat pipes, advanced heat sink fin designs, and integrated closed-loop liquid coolers. At the board level, heat dissipation must be factored directly into printed circuit board (PCB) design, power module layout, and high-frequency memory modules, such as enterprise DDR5 and DDR4 ECC memory systems, to prevent data errors and system crashes.
Advanced integration of copper heat-pipes and Vapor Chambers (VC) designed to bypass thermal resistance boundaries at high heat fluxes.
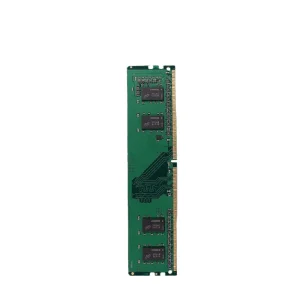
DDR5 and modern ECC system design relocating power management onto the DIMM, requiring precise system-level structural airflows.
Delivering consistent operating specifications across high ambient industrial deployments and compact server form-factors.
The global thermal management market is expanding at a CAGR of over 8.2% through 2030, powered by clear architectural movements in the computing ecosystem:
Traditional forced-air cooling methods struggle to cope when rack configurations exceed 30kW capacity. Cloud service providers are increasingly transitioning to hybrid liquid-cooling infrastructures. Sintered heat-pipe units integrated with high-efficiency water-cool blocks (such as those optimized for SP5 and SP6 chip sockets) have become vital to bypass mechanical boundaries in server racks.
High-speed DDR5 platforms relocate the regulator hardware directly onto the memory module via PMICs, generating localized heat points. Efficient thermal management requires integrating low-profile aluminum heat spreaders, high-performance thermal paste, and multi-layer FR4 PCB layouts containing thermal vias to pull heat away from active DRAM chips and maintain processing speeds.
As complex applications like machine learning algorithms, deep predictive modeling, and big data analysis become standard, manufacturers are shifting their focuses toward custom product engineering, system-level design optimization, and strict raw material quality control (e.g., maximizing copper purity and aluminum fin densities).
CoreByte Storage Technology Co., Ltd. – Company Profile
CoreByte Storage Technology Co., Ltd. is a professional DDR5 memory and DRAM solution manufacturer specializing in high-performance memory modules for global OEM, enterprise, and data center applications. Established in 2016, the company has developed strong capabilities in R&D, production, and international trade, focusing on stable, high-speed, and energy-efficient memory products.
The company operates a modern manufacturing facility with a total building area of approximately 320㎡, equipped with advanced production and testing equipment to ensure strict quality control standards. CoreByte has an annual export revenue of around USD 12 million, with 6 years of export experience and over 9 years of industry experience in memory and semiconductor-related solutions.
Quality assurance is a core priority at CoreByte. The company implements ISO9001-based quality management systems, combined with automated optical inspection (AOI) and high-temperature aging tests to ensure product stability and compatibility. The quality control team consists of 45 dedicated inspectors, ensuring every batch meets international performance standards.
CoreByte maintains a strong trade-oriented business background, serving key markets including North America, Europe, Southeast Asia, and the Middle East. The company has established a reliable global supply chain network with more than 1,200 supply chain partners, supporting stable production and fast delivery.
Its primary customers include OEM system integrators, server manufacturers, industrial computer brands, and data center solution providers. With strong engineering capabilities, CoreByte offers advanced customization services, including PCB design optimization, frequency tuning, thermal solution adjustment, and branding customization.
The company invests heavily in innovation, with 85 R&D engineers and launching approximately 120 new product models annually to meet evolving market demands in AI computing, cloud infrastructure, and high-performance gaming systems.
CoreByte continues to strengthen its position as a trusted global DDR5 memory supplier, committed to delivering reliable, high-speed, and cost-effective memory solutions to customers worldwide.





Procurement teams sourcing parts for hyperscale datacenters or mission-critical industrial assemblies prioritize reliability, testing parameters, and compliance over simple unit costs. Key requirements include:
Ensuring copper baseplates use C1100 pure electrolytic copper (>99.9% purity) and thermal pastes show low resistance stability over 5+ years of operation.
Requirements for hardware suppliers to perform high-temperature chamber aging tests, automated optical inspections (AOI), and socket compatibility runs before logistics dispatch.
Providing specialized services from PCB layer count variations and material specifications (like High-Tg FR4) to tailored structural heights matching 1U, 2U, or 4U rack server limits.
For system builders, these parameters avoid field defects and help maintain system-level warranties.
Leveraging Chinese factories for thermal components and board designs provides global buyers with structural supply chain advantages:
Industrial bases like Shenzhen coordinate raw metals sourcing, precision tooling, cleanroom assembly, and advanced logistics hubs. This allows fast development turnarounds from design to testing.
Top-tier manufacturing facilities follow RoHS and REACH environmental guidelines. Many maintain localized offices to assist international clients with design adjustments, custom logistics, and technical support.
Different computational use cases require specialized thermal management architectures:
Requires low-profile, high-airflow units like 2U passive heatsinks or liquid cooling plates, ensuring reliable thermal pathways for processors under continuous loads.
Combines active 2U server fan designs with heavy aluminum fin structures, designed to manage sudden temperature spikes during model inference runs.
Employs Fanless mini-ITX motherboards using thermal pads and custom chassis heat blocks to prevent particulate ingress while maintaining temperature limits.