Explore our leading product lineup featuring high-reliability DRAM modules, custom multi-layer circuit boards, and thermal block configurations.






In the modern consumer electronics and high-performance computing industries, the paradigm of manufacturing has shifted from simple fabrication to deep collaborative co-development. Advanced platforms in cloud computing, Edge AI, and smart automotive applications demand specialized hardware architectures that require precision customization. For global system integrators and tier-1 brands, partnering with a competent OEM/ODM manufacturer is no longer just a cost-reduction exercise; it is a vital strategy to compress time-to-market while infusing technical innovation.
The global semiconductor and electronic assembly landscape relies on highly structured design pipelines. Emerging technologies like high-frequency DDR5 memory, complex multi-layer PCBAs, and sophisticated thermal dissipation blocks require precise alignment with global standards such as JEDEC, ISO, and RoHS. To thrive in this ecosystem, manufacturers must possess deep competency in high-density interconnect (HDI) technologies, automated signal integrity validation, and strict reliability testing protocols.
Procurement teams at multinational enterprises are faced with complex supply chain conditions. They require component suppliers who can guarantee continuous component availability, price predictability, and strict conformity to quality control metrics. By positioning specialized testing centers at the heart of their manufacturing operations, leading suppliers can mitigate hardware failure rates down to parts-per-million (PPM) levels.
A closer look at CoreByte's design capacity, quality systems, and global trading footprint.
Established in 2016, CoreByte maintains a dedicated, high-density 320㎡ precision testing facility. This workspace is highly optimized for signal validation, high-temperature testing, and diagnostic calibration of next-generation DRAM and complex PCBA products.
Underpinning our manufacturing is a robust quality control architecture managed by 45 dedicated inspectors. The factory deploys Automated Optical Inspection (AOI) and intensive high-temperature burn-in aging tests to guarantee reliability under heavy operational loads.
CoreByte supports clients in North America, Europe, Southeast Asia, and the Middle East. Supported by an extensive network of over 1,200 supply chain partners, CoreByte guarantees component supply continuity and responsive customization services.
Technological obsolescence occurs rapidly in the enterprise memory and electronic motherboard industries. To keep pace with rising performance baselines, CoreByte retains an in-house team of 85 R&D engineers who drive ongoing research in high-frequency circuit layouts, thermal management systems, and firmware-level compatibility tuning.
Our engineering team introduces approximately 120 new product models annually, ensuring our clients have immediate access to high-demand technical architectures—ranging from DDR5 6000MHz gaming configurations to dense 1U server thermal blocks capable of dissipating up to 400W of heat.

Analyzing the operational benefits of sourcing high-reliability hardware from modern Chinese technology hubs.


China’s consumer electronics and semiconductor assembly clusters, particularly in the South China region, offer unique advantages in production efficiency. Here, raw material sourcing, silicon packaging, SMT fabrication, design iteration, and logistics channels are situated in close physical proximity. This high spatial density reduces material transit times and facilitates rapid feedback loops between development engineers and manufacturing lines.
At CoreByte, we leverage these advantages to offer prototype turnarounds and mass-production ramp-ups that align with demanding go-to-market schedules. Our collaborative supply network enables quick access to specialized components like high-frequency laminate materials, custom-molded heat pipes, and high-performance controller chipsets.
Additionally, Chinese fabrication ecosystems have integrated advanced automated machinery. Automated optical testing (AOI), X-ray solder joint analysis, and robotic high-precision placement equipment ensure high consistency across large production runs, keeping failure rates low and margins stable.
How our memory modules, server radiators, and PCBA technologies integrate into global hardware environments.
Challenge: Modern data centers face high thermal loads and require continuous uptime for critical virtualization services.
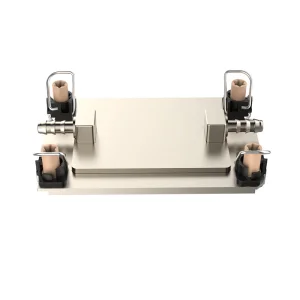
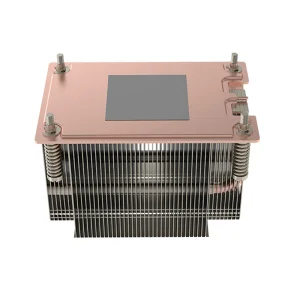
Solution: CoreByte’s DDR4 and DDR5 ECC registered memory modules, combined with high-dissipation copper and aluminum server coolers (such as our LGA3647 and LGA4189 cooling blocks), help maintain stable server performance under high thermal conditions.
Challenge: Rugged operations require motherboards and control systems that resist heat, dust, and electrical noise.
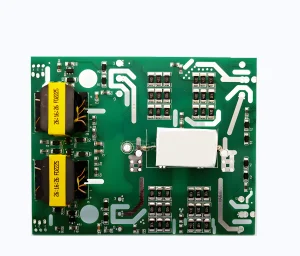
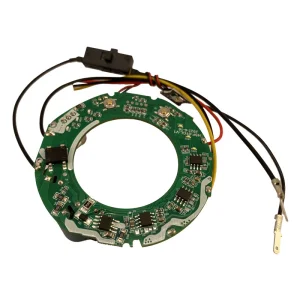
Solution: CoreByte’s custom industrial PCBA solutions, including Raspberry Pi-compatible industrial controllers and specialized inverter driver boards, are engineered with thick copper layers, protective coatings, and isolation barriers to ensure long-term stability.
Challenge: High-end gaming systems, visual design workstations, and local deep-learning environments require fast memory with low latency.
Solution: CoreByte DDR5 memory modules running at up to 6000MHz feature thermal spreaders, PMIC power management, and compatibility with XMP standards, providing stable performance under heavy workloads.
Evaluating technical advances in memory, thermal design, and system board architecture.
| Technology Sector | Current Baseline Standards | Next-Generation Trends (2024-2026) | Strategic CoreByte R&D Focus |
|---|---|---|---|
| Memory Technology | DDR4 memory, 2666MHz to 3200MHz speeds. | DDR5 technology, 6000MHz+ speeds, on-die ECC integration. | Fine-tuning DDR5 PMICs, low-latency CL30 tuning, layout path optimization. |
| Thermal Solutions | Standard aluminum air coolers, 2U/3U passive heatsinks. | Liquid cooling, custom vapor chambers, high TDP block designs. | LGA4677 and LGA4189 copper block water-cooling systems for 400W+ TDP. |
| PCBA Fabrication | Double-sided PCBs, standard SMT placement, manual validation. | High-Density Interconnect (HDI), multi-layer stack-ups, automated optical inspection. | Embedded Wi-Fi controllers, IoT PCBA, and high-frequency SMT packaging. |
For hardware procurement managers, simple component descriptions are not enough to make buying decisions. Procurement teams need to understand the physical and chemical properties of the components they source. For instance, when choosing server heatsinks, understanding the thermal conductivity coefficient of the copper base, the structural integrity of the vacuum-sealed heat pipes, and the resistance parameters of the cooling fins is critical to predicting hardware lifespans.
Similarly, when sourcing DRAM modules, procurement engineers need to verify the brand of the silicon die, the design of the PCB layout to minimize signal crosstalk, and the reliability of the gold fingers under repeated insertion cycles. CoreByte addresses these technical requirements by providing detailed data sheets, thermal simulation models, and validation reports to ensure transparent and reliable procurement decisions.


Browse our selection of specialized computing, cooling, and PCBA components engineered for high-duty applications.





Direct technical answers from our engineering team regarding component specifications, quality standards, and integration protocols.