Explore our cutting-edge selection of high-performance logic boards, thermal systems, and memory configurations designed for next-generation devices and enterprise infrastructure platforms.
CoreByte Storage Technology Co., Ltd. combines advanced manufacturing facilities, a broad supply network, and elite R&D teams to deliver state-of-the-art memory and PCB solutions.
An in-depth analysis of the technological advances, compliance protocols, and validation testing defining the next generation of mobile computing and hardware ecosystem support.
The global mobile industry is undergoing an unprecedented architectural shift. As mobile devices integrate high-level Artificial Intelligence (AI), Neural Processing Units (NPUs), and high-frequency 5G/6G sub-6GHz connectivity, the definition of a "smartphone accessory" has evolved. Modern smartphones are no longer isolated nodes; they rely on a complex web of high-performance hardware interfaces, validation testing jigs, localization motherboards, development platforms, and high-capacity RAM memory arrays.
For enterprise OEMs, system integrators, and telecom infrastructure providers, the search for a certified, high-standard partner has shifted towards companies that demonstrate high-density interconnection (HDI) PCB capabilities, advanced high-frequency DDR4 and DDR5 memory modules, and high-efficiency thermal architectures. Obtaining CE Certification is no longer a superficial marketing asset, but a rigorous, legal, and engineering requirement for safety, electromagnetic compatibility (EMC), and low-voltage protection within the European Economic Area (EEA) and other international jurisdictions.
Information Gain, in modern SEO and search intent optimization, indicates the depth of unique, high-value technical documentation provided to procurement officers. Rather than offering basic marketing jargon, our technical analysis breaks down critical attributes such as thermal resistance calculations (θjc), dielectric properties of KB6160 and FR4 laminates, and DRAM timing alignment parameters, aiding developers in making informed structural procurement decisions.
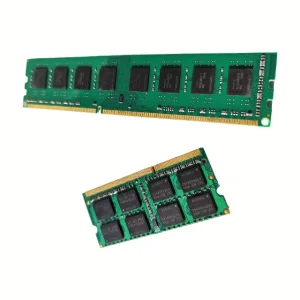
Across the global hardware landscape, hardware systems are challenged by massive thermal barriers and memory bandwidth bottlenecks. Edge servers, local compiler units, and automated staging racks used in smartphone operating system deployment require reliable DRAM modules. Desktop and server configurations must operate under extreme thermal conditions without data loss or memory corruption.
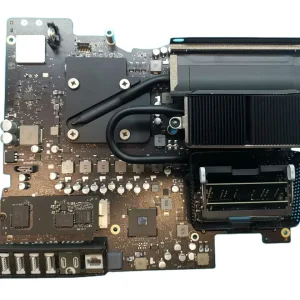
Furthermore, the production of multi-layer PCBs (such as 4-layer and double-sided structures) requires advanced laminates with low dielectric loss (Df) and high glass transition temperatures (Tg). These features are crucial to maintain signal integrity during high-frequency communications. Products like the TOP PCB KB6160 FR4 Double-sided PCB provide developers with a stable prototyping and production standard, ensuring that cellular transceiver circuits and local testing microcontrollers interact seamlessly without electromagnetic interference.
At CoreByte Storage Technology Co., Ltd., we have spent over 9 years building a reputation for engineering reliability and manufacturing excellence. Founded in 2016, our facility operates with strict precision, housing high-speed SMT assembly lines, advanced solder paste inspection systems, and cleanroom zones. By managing an annual export volume of USD 12 million and maintaining a database of over 1,200 supply chain partners, we ensure that bulk orders are fulfilled efficiently and consistently.
Quality control is built into every step of our manufacturing workflow. Guided by a team of 45 quality inspectors, we implement a strict testing protocol. Every memory module and circuit layout undergoes automated optical inspection (AOI) to catch solder defects and misalignment before moving to high-temperature aging chambers. These chambers stress components under prolonged electrical load to eliminate early failures, ensuring our memory modules perform reliably in server racks, testing stations, and industrial environments worldwide.
Operating in markets like North America, Europe, Southeast Asia, and the Middle East requires navigating diverse regional standards and technical requirements. Compliance with safety frameworks like the European CE marking, FCC rules in the United States, and RoHS environmental directives is essential for smooth cross-border supply chains. CoreByte handles all compliance documentation internally, ensuring that components arrive ready for local distribution and immediate installation.
Additionally, our team of 85 R&D engineers provides customization services, including:
The hardware landscape is adapting to support high-speed AI model training and on-device processing. We are aligning our research and development to support this transition:
Explore our high-performance hardware, designed to maintain operational stability in computing networks, local staging rigs, and testing facilities.
A visual overview of our manufacturing environment, SMT assembly lines, testing chambers, and global shipping operations.