In the era of hyper-scale data centers, automated manufacturing, and distributed AI computing, the demand for stable, low-latency, and highly secure telemetry has surged. Industry 4.0 demands that edge-computing hardware, industrial control motherboards, and server memory infrastructures operate flawlessly in diverse climates and volatile electronic environments. As a leading manufacturer specializing in industrial computing componentry and custom hardware platforms, CoreByte Storage Technology Co., Ltd. has engineered a comprehensive portfolio of components that form the foundational layer of modern CE Certified Remote Monitoring Solutions.
True remote monitoring solutions require robust hardware infrastructure at every stage of the telemetry cycle—from edge micro-controllers and IoT gateways to central servers executing heavy analytical and AI inference algorithms. Our technical competence lies in developing the high-performance memory modules (DDR4, DDR5), high-efficiency thermal dissipators, and bespoke motherboard PCB assemblies (PCBA) that power these mission-critical systems. By ensuring CE compliance and adhering to strict ISO9001-based quality standards, we guarantee that our hardware platforms can sustain uninterrupted, long-term operational health in heavy industrial settings, remote communications outposts, and medical telemetry suites.
Procuring hardware for scale-out remote monitoring systems requires careful analysis of operational risks, lifecycle longevity, and strict regulatory compliance. Unlike standard consumer-grade computers, industrial and enterprise monitoring systems are deployed in challenging situations where physical maintenance is costly or impossible. Global procurement managers prioritize several critical dimensions when selecting hardware suppliers:
Remote servers and edge nodes must sustain continuous uptime. System instability caused by memory errors or thermal throttling translates directly to operational blindness. Enterprise buyers seek high-specification DRAM utilizing On-Die ECC (Error Correction Code) and optimized heat dissipation configurations.
Telemetry installations in environments like desert solar farms or deep mine shafts require components that operate safely under extreme temperatures. Active cooling units, premium copper-aluminum composites, and custom-engineered 1U server air-cooled radiators are vital for protecting sensitive silicon.
Exporting monitoring solutions globally requires adherence to international compliance standards. CE Certification (including LVD and EMC directives), RoHS compliance, and ISO9001-based quality controls are non-negotiable baselines for entry into European and North American markets.
At CoreByte, we analyze remote monitoring systems not as isolated devices, but as complex, multi-tiered architectures. Each tier demands a specific hardware profile optimized for speed, reliability, and interconnectivity. Our products address the distinct demands of three primary tiers:
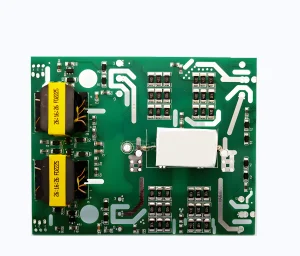
At the physical sensing interface, equipment like inverter welding systems or heavy industrial generators require precise control mechanisms. Our wholesale inverter welding machine ZX7-315-400 IGBT driver board serves as a prime example of custom PCBA designed to regulate electrical output and transmit operational parameters. By sourcing high-reliability driver boards, telemetry builders can capture raw electrical data at the source without risking component breakdown due to electromagnetic noise or thermal stress.
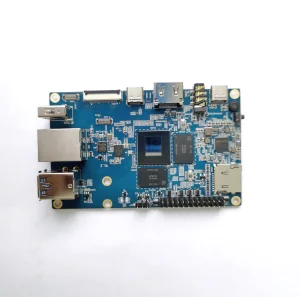
Modern remote monitoring requires processing raw data at the edge rather than sending it all to the cloud, saving network bandwidth and latency. Our Rockchip RK3588S motherboard features integrated Neural Processing Units (NPUs) with configurations of 4G, 8G, or 16G memory. This embedded platform allows deployment of local machine learning models directly within gateways. These models can continuously evaluate system parameters, detect anomalies in real-time, and only trigger alerts or cloud uploads when exceptions occur.
At the central monitoring station or cloud data center, thousands of concurrent edge devices feed data into database servers. To prevent processing bottlenecks, these servers require extreme memory bandwidth and dual-channel computing capability. Our ultra Micro H11DSI-NT Dual Channel Server Motherboards, combined with DDR5 32GB 5600MHz RAM modules, deliver the high throughput and low-latency storage speeds needed to manage massive databases, execute predictive maintenance algorithms, and render live monitoring dashboards.
As communication standards evolve from 5G to 6G, and industrial systems rely more on Edge AI, CoreByte's technical roadmap aligns with several core hardware trends:
DDR5 brings significant performance improvements for remote monitoring servers. With data rates reaching 6000MHz and above, DDR5 doubles the bandwidth compared to DDR4, while operating at a lower voltage (1.1V). This reduced power draw helps lower the operating costs of remote data hubs. Additionally, the inclusion of On-Die ECC ensures that soft errors are corrected inside the DRAM chip itself, raising system reliability to level-five security.
CoreByte is upgrading its custom PCBA services to include advanced moisture-proofing, dust-proofing, and anti-corrosion treatments. This ensures our custom driver boards, motherboard components, and expansion cards continue to operate reliably even when deployed in high-humidity offshore wind turbines or dusty petrochemical facilities.
As processors run hotter, cooling hardware must work more efficiently. Our 1U Server Radiators utilize custom copper-aluminum composite designs and optimized fin configurations. This structure provides high thermal conductivity to prevent processor throttling, ensuring remote servers can run heavy workloads without thermal interruptions.
CoreByte Storage Technology Co., Ltd. has established a strong global presence since its inception in 2016. We serve key markets across North America, Europe, Southeast Asia, and the Middle East. By building a robust supply chain network of over 1,200 partners, we secure a reliable flow of raw semiconductors, multi-layer PCBs, and thermal components. This allows us to keep production schedules steady and fulfill global volume orders on time.
With our annual export revenue reaching approximately USD 12 million, we have optimized our logistics channels to handle both small-batch custom requests and large-scale bulk orders. We work with leading global distributors and logistics firms to manage customs processes efficiently, helping clients minimize import delays and avoid production bottlenecks.
We prioritize product quality and reliability across our operations. CoreByte operates a modern manufacturing facility equipped with advanced production and inspection technologies to ensure every component meets high standards before shipping:
Our high-speed SMT assembly lines utilize Automated Optical Inspection systems to scan components for placement accuracy, solder joint quality, and alignment errors. This automated check catches microscopic defects early, ensuring consistency across every production run.
Every batch of DRAM modules and server boards undergoes high-temperature burn-in chamber tests. Operating components at elevated temperatures under heavy software workloads helps us identify and filter out premature component failures, guaranteeing stable field performance.
Our quality control team includes 45 dedicated inspectors who oversee every stage of production—from checking incoming raw materials to final product testing and packaging. Our engineering and R&D division, featuring 85 R&D engineers, works constantly to integrate new technologies, introducing around 120 new product models yearly to keep pace with changing market needs.
CoreByte operates from a modern manufacturing facility covering approximately 320㎡. This space is optimized for high-precision SMT (Surface Mount Technology) assembly, manual board checking, and environmental testing. Our facility layout is designed to support dust-free assembly and strict electrostatic discharge (ESD) protection, safeguarding delicate semiconductors during manufacturing.
By utilizing advanced assembly equipment and maintaining cleanroom standards, we achieve high yield rates and component consistency. This facility serves as the foundation for our manufacturing capabilities, enabling us to deliver reliable industrial components to our customers worldwide.